

铝合金压铸铸件各部位在增压压力下得到合金 液的及时有用地弥补


加工面缺点有气孔、渣孔、缩松3种方式。气孔多呈圆形,外表光亮。经过对合金液的除气处 理、合理规划浇注及排溢体系、合理设置工艺参数,能够 恰当下降气孔的发生。经过抽真空技能的运用,能够最 大程度地消除气孔并使后续热处理成为可能。渣孔归于内部搀杂,外观表现为黑色、形状不规则。 发生原因是来自合金液、模具上涂料等剩余随合金液充 填型腔,在铸件内部构成渣孔。处理此问题的办法,首 先,优化合金的配料,辅之精粹处理,到达净化合金液的 意图;其次,合理安置浇注及排溢体系,将前端充填的低 温、脏污合金液导入集渣包内,选用齿形激冷排气块排 气,集渣作用杰出。缩松表现为安排缩松、不连续,可为孔洞和松懈区 域。发生的原因是合金液充填型腔的一起,压力不能及 时传递并保证合金液在压力下冷却凝结,并存在部分厚 壁区域液态金属缩短大于固态缩短现象。消除缩松的 办法,首要,在工艺规划中须遵从次序填充、次序凝结、 及时建压原则,保;其次,选用下降部分成形部位模 具温度、部分增压、高压水冷等办法,可有用改善周边成 形质量。对于压铸件而言,因影响要素很多,不可能彻底避 免加工面存在气孔、缩孔缺点,因而从铸造厂和主机厂 本钱而言,对加工面气孔、缩孔的返修显得至关重要。 返修规范见表2。选用Loctite 3475A(Hürter)及3475B(Harz)混合后,对断定规范规模内的气孔、缩孔进行填充修补,返 修工艺:填充修补 →12h固化 → 打磨 → 清洗。经过压铸工艺的优化和返修工艺的运用,废品率降 低到2%左右,首要缺点仍以油道及水套走漏值超出可 浸渗上限为主。下降走漏率批量出产初期,机加工后缸体走漏率高达40%,浸 渗后缸体需求重新试漏,严重影响出产功率。计算发 现,走漏部位首要会集在主轴承座螺栓孔、机油泵安装 螺栓孔处。经过CT检测发现,在主油道和螺栓孔之间存在较 大面积缩松。因该处归于厚壁部位,部分厚度到达50mm,冷凝速度慢,周边金属来不及补缩,且离浇口方位 远,压力无法及时传递,导致缩松呈现。为削减此处壁厚、保证周边金属均匀缩短,在主轴 承座螺栓孔处及机油泵安装螺栓孔处添加了预铸孔,尺 寸分别为R3mm×15mm、R1.75mm×15mm。经过添加预铸孔,缸体毛坯加工后试漏合格率进步 到90%。在复制模上选用了主轴承孔的部分增压工 艺,试漏合格率进一步进步。






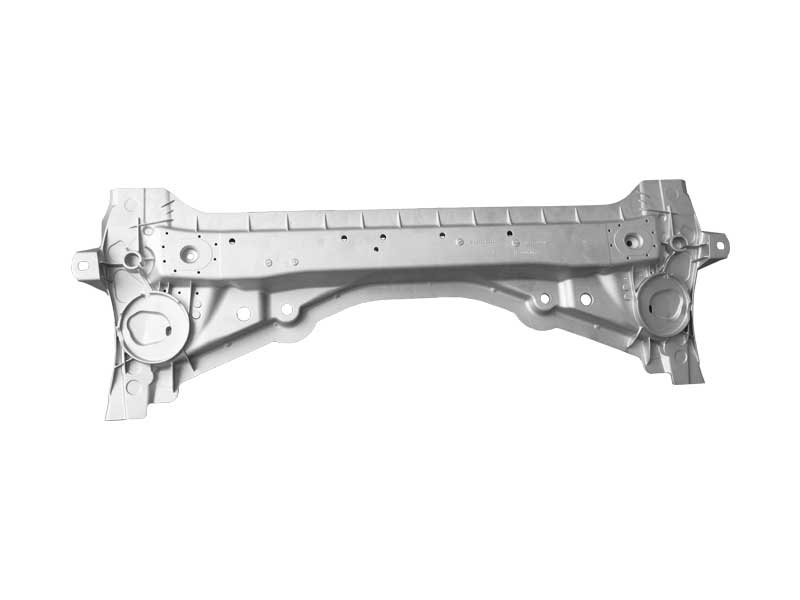
- 车架纵架各种铝合金非标定制
- 替换原理,选取质量优秀的铝合金锭原料,改进新原理与回炉原理的份额,改进熔炼处理技术。4、修整改动铝压......


联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

