

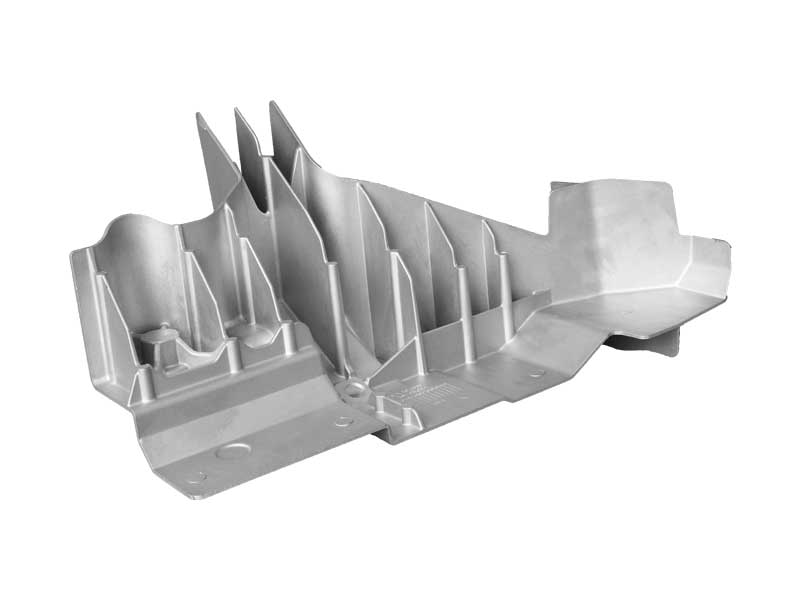
东莞家源铝合金压铸机械配件


浇注温度过高,则 缩短大,铸件简单发生裂纹、晶粒粗大、粘模;浇注温度 过低,易发生冷隔、外表斑纹和浇缺乏等缺点。浇注期 间,应保证保温炉内的铝合金液外表氧化层的及时清 理,否则将可能导致氧化搀杂缺点。压铸模在运用前要预热到必定温度。在连续出产 中,压铸模温度往往升高,温度过高除使液态金属发生 粘模外,也导致铸件冷却缓慢,使晶粒粗大、顶出变形 等。铝合金缸体模具加热运用6台模温加热器,一切的 型芯、镶块等均选用冷却水,使模具作业温度操控在180~200℃规模内。速度和压力操控缸体压铸件质量对压射工艺参数的变化十分灵敏。 速度过高简单构成铸件中的气体添加;过低则简单构成 充填不良。压射压力过低,铸件中气孔、缩孔等缺点增 加;压力过高,飞边及毛刺等缺点添加,对模具危害也 大。采纳适宜的压射速度(压射比压),断定合理的速度变换方位,在凝结之前对铸件完结快速增压(增压比 压)。因缸体尺度大、结构杂乱、壁厚差异大,选用28 000kN压铸机,设置慢压射速度为0.2m/s左右,慢压射 行程为400mm,快压射速度为5.5m/s左右,终究压 力保持在45MPa左右。图4为位移、压力和速度与时 间的联系曲线。时刻操控充填时刻长短取决于铸件体积的巨细和杂乱程度, 充填时刻与内浇口的截面积有密切联系,并与冲头压射 速度直接相关。充填时刻终究体现为2级压射速度,即 快压射速度操控在4~5m/s。合金液充填型腔结束,将进入凝结成形阶段,此刻 应当即进行增压,使合金液在高压下凝结结晶,大吨位 压铸机建压时刻操控在30ms以内,小型压铸机可到达10ms。持压时刻的长短取决于铸件的原料和壁厚。持压 时刻过短简单发生气孔、缩松;持压时刻过长则铸件温 度低,缩短大,抽芯和顶出铸件时的阻力大,不只出模困 难,一起简单引起铸件开裂,一般取30s。压铸主动化出产单元的完结压铸机配备有浇注机械手、喷涂机器人、取件机器 人、切边机等周边隶属设备,可完结全主动出产,单件节 拍为110s。8、合金液保温经过转运浇包将成分、含气量合格的合金液转至压 铸机前保温炉内进行保温,温度操控在640~680℃ 。铸铁缸套嵌入在缸套嵌压前,缸套需求预热至90℃ ,防止铝合金 缩短应力导致的开裂。,切除浇注体系、排 溢体系及缸孔内飞边。热处理缸体铸造剩余应力包括热应力、相变应力及缩短应 力。残留应力下降了铸件的力学功能,影响铸件的加工 精度。经过24h天然时效后T5处理,能够到达消除剩余应力的意图处理曲线。T5处理将导致铸件硬度(HB)经过提 高Cu、Si、Mn的含量及恰当下降T5处理的温度,可得 到抱负的铸件硬度。其间,Cu含量的添加,硬度增大效 果显着,但资料本钱较高,需经过化学成分和温度的正 交实验,以断定工艺计划。硬度丈量点见中A、B两点。





- 东莞家源铝合金压铸机械配件
- ...

- 轿车发起机配件铝合金压铸
- ...

- 家源五压铸啵鼓铝合金非标定制
- 开机进程以下通过“压铸铝合金电梯踏板”的比如来说明一下:在压铸铝合金电梯踏板时,假如初次开机时没有运......

联系传真:0769-85319799
联系QQ:2355266274
公司地址:东莞市长安镇新安社区增田村榄园路西和顺工业园B栋4号门

